品质源于专业 服务铸就品牌
为客户提供高起点、高标准、高质量、高技术含量的产品
咨询服务热线:
13880078022
13880078022
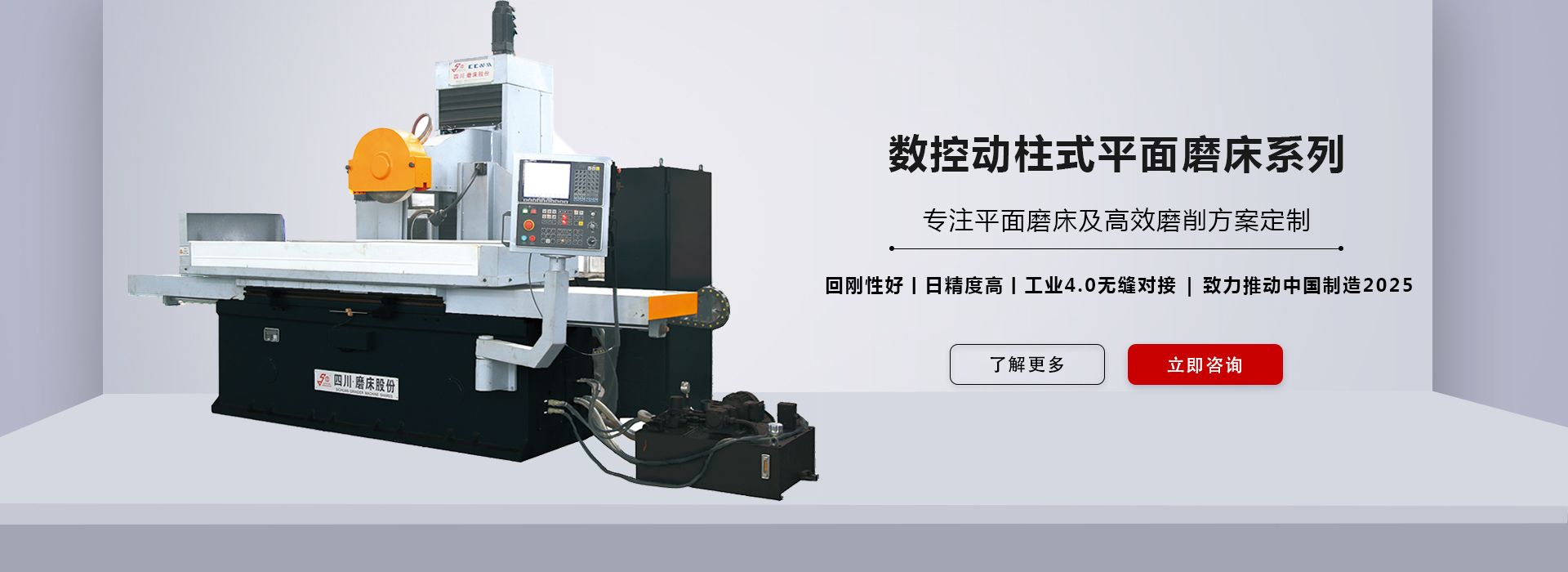
我们应该学会安装数控平面磨床的各种工件
我们应该学会安装数控平面磨床的各种工件
用数控平面磨床加工安装工件时,如需使用垫铁,垫铁与磨床工作台之间应垫一定厚度的铜板,在垫铁和工作台之间垫上薄
铜片,防止工作台和工件表面产生痕迹。当使用定径块时,应注意,定径块和固定螺钉应尽可能低,并且将定尺寸块放置在工件
加工范围的一-定区域内,以避免因定径块对刀盘和刀夹的冲击造成的损坏。装卸工件时,应轻拿轻放,尽量减少工件在工作台上
的摩擦和移动。禁止在多工件边角为支撑点的磨床工作台.上拖动工件(严重划伤磨床工作台,影响磨床工作台的平整度);禁止放置
套筒、螺丝扳手、螺丝、橡胶锤等工具,磨床工作台.上的油石和锉刀,防止磨床碰撞。启动磨床,检查润滑油是否充足,磨床是
否处于正常状态。然后打开研磨机电源(打开研磨机电源时,将旋钮从"关闭” 位置转到"打开” 位置),打开控制面板电源开
关,并关闭紧急停止键。

在数控平面磨床上安装工件有以下几种方法:
一。使用两个中心孔定位和夹紧
一般以重 要圆柱面作为定位粗基准,以轴两端中心孔作为定位精基准。基准应尽可能统一、動、 互为基准,并-次加工多
个表面。中心孔是工件加工的统一定位检测基准。它的质量是非常重要的,而且它的准备工作也比较复杂。它通常用来支撑轴颈
定位和转动(钻)中心锥孔。然后定位中心孔并完成外圆的转动。定位外圈并粗磨锥孔。中心孔定位,外圆精磨。利用轴承轴颈外
圆对锥孔进行定位和精磨(刮削或磨削) ,使锥孔精度达到要求。
2。外圆面定位夹紧
对于中心孔无法定位的空心轴或短轴,可通过圆柱面定位、夹紧和传递扭矩。- 般三爪卡盘、四爪卡盘等通用夹具,或各种
高精度自动定心专用夹具,如液塑薄壁定心夹具、隔膜卡盘等。
三。各种插头或拉杆芯轴定位和夹紧
在加工空心轴的外圆表面时,常用各种带 中心孔的堵头或拉杆芯轴来安装工件。小锥孔常用堵头,大锥孔常用带堵头拉杆芯
棒。
联系人:经理
联系电话:13880078022
联系微信:13880078022
联系邮箱:1215973999@qq.com
联系地址:四川省成都市都江堰经济开发区上阳街446号