品质源于专业 服务铸就品牌
为客户提供高起点、高标准、高质量、高技术含量的产品
咨询服务热线:
13880078022
13880078022
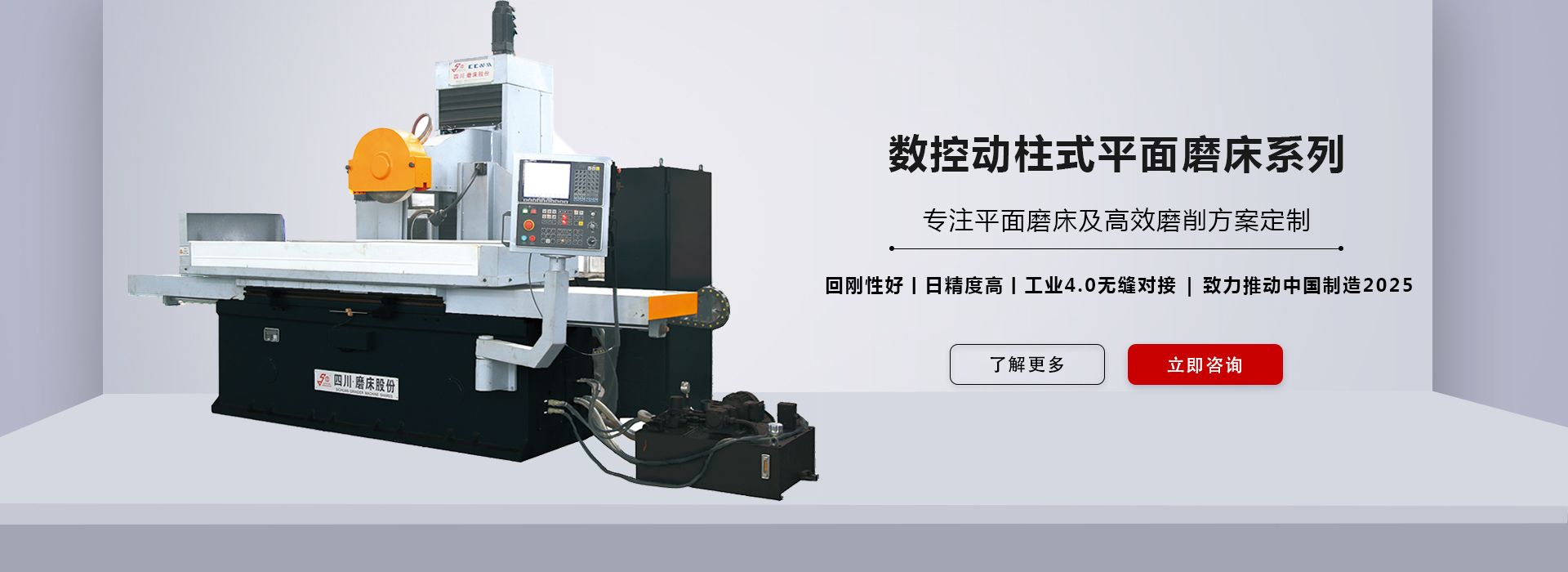
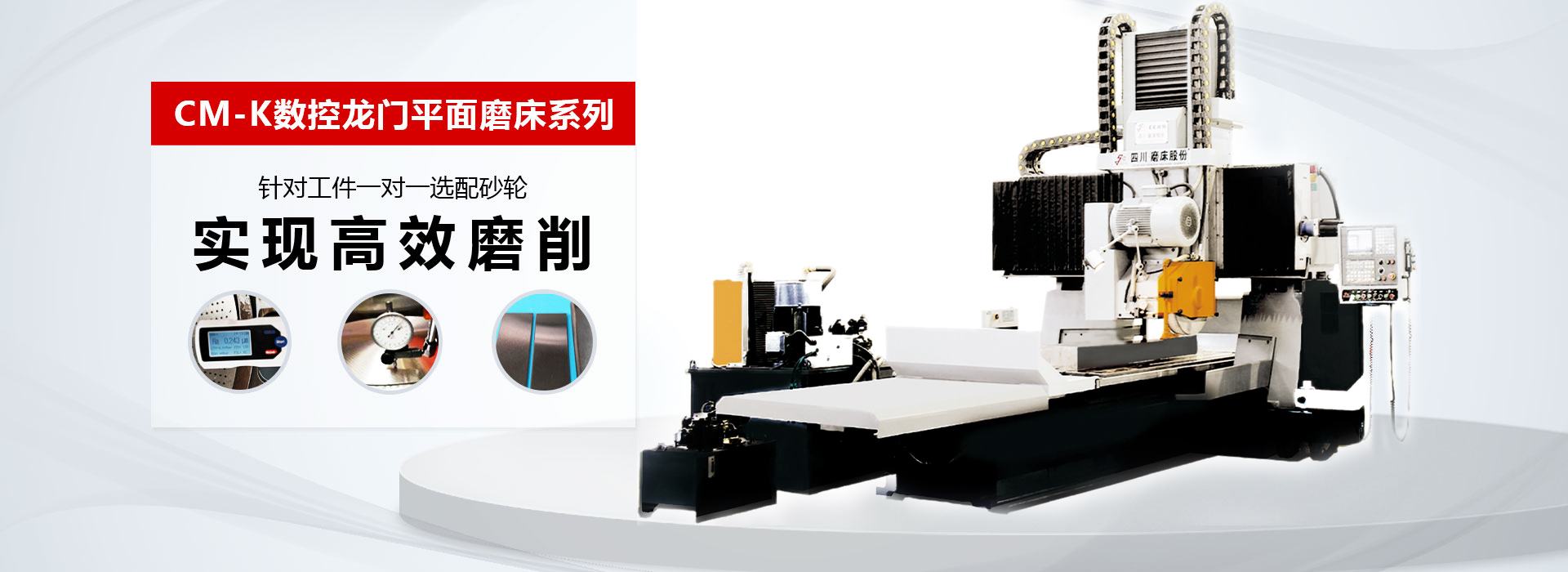
平面磨床使用注意事项
平面磨床使用注意事项
1、.上班前
一。作业前必须戴好防护口罩、围裙等防护用品,系好衣服,系好袖口,停止戴手套作业;
2。严格按点检标准进行设备点检,并做好相应记录;磨床工作前,应按磨床操作规程加油、加水,检查油迹、水迹、油量、水量
是否正常;油路、油路是否疏通,保持系统畅通,油箱、水箱不得打开;

三。检查手柄是否处于正常位置,操作是否灵敏 ,安全防护设备是否齐全。紧固制动器的连接件是否齐全、灵敏;
四。放置工件前,打开砂轮盖,用手滚动砂轮,检查砂轮的紧密性、完整性和平衡性。对于不同原材料的作业,应选用不同原材
料的砂轮。如果机器停机超过8小时,系统应空转3- 5分钟,使各系统在使用前正常工作;
5个。操作者应了解磨床的一般功能和结构、 传动系统,并防止使用超功能。
2、工作
一。打开平面磨床主电源开关,打开磁吸开关,按油泵和砂轮启动键,进行空转操作。确认各部件正常工作后,可进行正式操
作;
2。工作台移动前,应保证装置的工件整齐可靠,防止机长锤击砂轮或机床工作台,防止控制台.上的任何东西损坏机床,影响加
工精度;
三。启动时,依次启动磁吸、油泵、砂轮、水泵、行徒开关。切割时,严格控制切割间隔,防止砂轮和工件损坏过多。-般来
说,对于再制造的芯,-般选用树脂粘合型砂轮,每次进给量不超过0.2mm。第1次进料和后一次进料控制在0.1mm以内。 直接
气隙型芯, -般采用金属胶粘砂轮,每次进给量不超过0.1mm。第1次进料和终进料控制在0.05mm以内;
四。工件的长度和宽度不得超过工作台的长度和宽度;
5个。砂轮在磨削过程中不离开工作台时,禁止停车。停车时,先停止打磨槽的刨削,然后依次停止水泵。砂轮、油泵、消磁
后,可取出磨削工件;
6。自动切割时必须使用定位保险设备。快速行走时,手柄应朝着方向固定,工作台工作范围内不得有人或物接近,注意工作台
的移动,防止碰撞事故发生;
7号。对每一个磨削工件进行抽样检验(对磁芯,抽样比例为3% ,其期视工件标准而定) ,抽样结果完全符合技术要求后,可将
工件取出;
8个。砂轮装卸时,应切断电源,并在工作台.上垫木扳手。加载砂轮之前,必须确保砂轮已平衡和校准。定期使用专用工具(金刚
石校正器或工件)和水平仪修整砂轮和检查工作台的平衡, -般每周检查-次,检查机床是否工作异常。磨削后工件变形或稠度
不好时,应立即校正砂轮,校正工作台; .
9号。运行中发现异常情况,应立即停止运行,关闭设备电源,通知专业维修人员进行维修;
10。平面磨床工作时,应集中,不得做与工作无关的工作。
联系人:经理
联系电话:13880078022
联系微信:13880078022
联系邮箱:1215973999@qq.com
联系地址:四川省成都市都江堰经济开发区上阳街446号